
Restoring No.27 the Bluebell's forgotten P tank
The restoration of SECR No. 27 Primrose marks the next major chapter in the preservation of one of the Bluebell Railway’s historically significant little locomotives. First arriving on the railway in the summer of 1961 as BR No. 31027 & still carrying her unlined British Railways black livery, the locomotive was soon renamed Primrose and restored to her original South Eastern & Chatham Railway identity as No. 27. In 1963 she was repainted into full SECR passenger livery and alongside sister locomotive No. 323 she quickly became one of the cornerstones of the Bluebell Railway’s fledgling operational fleet. Throughout the 1960s and into the early years of the preservation era, No.27 played a vital role in demonstrating the potential of Britain’s first preserved standard gauge railway & helped to inspire a movement that continues to flourish today.
Withdrawn from traffic in 1974, No. 27 became the subject of an ambitious restoration in the early 80s. Although work progressed as far as dismantling the locomotive to its rolling chassis, the scale of the task ultimately exceeded the resources and engineering facilities available at the time, and the project was reluctantly abandoned. Fast forward 32 years & following the launch of Captain Baxter & the completion of Fenchurch the newly formed LLG, support by the Fenchurch Fund adopted No. 27 as their latest restoration project.
Project 27 Begins
A comprehensive engineering survey of the engine soon revealed that decades of exposure to the elements following her working life by the sea at Dover, together with many years stored dismantled in the open had taken a far greater toll on her condition than had first been anticipated. It was soon discovered that apart from just having a tired boiler and historical damage from a shunting incident that No. 27’s frames where severely corroded at the drag-box end and that cracks had started to propagate from around the centre driving axle position on the frames. To add to this much of the running plates, bunker & tanks where found to be life expired as well as the cylinder block which had also corroded through into the top internal passages!
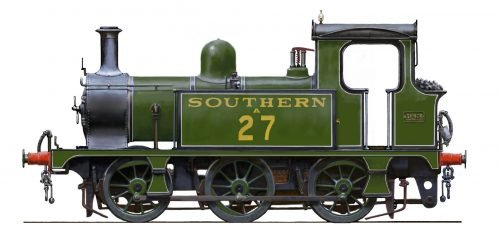
Undeterred by the state of No. 27 the group have pushed on, making steady progress and plan to restore her back to her former 1920’s condition in fully lined out Southern Railway olive green. Every major component renewed represents an investment in the locomotive’s future, ensuring that No. 27 is rebuilt not simply for another overhaul cycle, but for many decades of reliable service.
Why Project 27 matters
More than sixty years after helping to establish the Bluebell Railway’s reputation as a pioneer of railway preservation, No. 27 is once again at the heart of an ambitious project to see her steam once again. Her restoration will secure the future of one of the railway’s earliest resident locomotives and ensures that this remarkable survivor continues to educate, inspire and delight future generations of visitors and volunteers alike. Built in 1910, No. 27 has enjoyed an extraordinary career, from service with the South Eastern & Chatham Railway, wartime duties in France, a mainstay at Dover marine & becoming one of the Bluebell Railway’s earliest and most recognisable little locomotives.
Project 27 is entirely volunteer-led, driven by the dedication of the Little Loco Group and supported solely through donations and fundraising by the Fenchurch Fund. The restoration of SE&CR P Class No. 27 is one of the most ambitious projects ever undertaken on one of the Railway’s small locomotives. With new frames and cylinder block already manufactured, alongside extensive work to the boiler, tanks and motion, the project is not simply repairing the locomotive it is giving it a new lease of life. Once complete, No. 27 will be ready to serve future generations, and with the comparatively light demands of heritage railway operation, the work being carried out today should secure the locomotive’s future well into the next century.
Thanks to the many years of fundraising by the Fenchurch Fund, generous donations and bequests, the restoration has began on a firm foundation, but continued support remains vital to complete the full scope of work ensuring 27 can steam long into the future!
Major Achievements so far...
- Full engineering survey of 27’s condition, scope of work established, final disassembly of 27’s frames & recovery of serviceable components, cataloguing & recovering 90% of 27’s scattered parts from across the railway after the aborted 1980’s restoration & identifying key missing items.
- The creation of CAD drawings, from original Ashford drawings, of the